
Flate ovale rører flat oval i tverrsnitt (lang akse 80-200mm, kort akse 30-80mm), og problemer som tverrsnitt skjevhet og overdreven burr er utsatt for å oppstå når du skjærer rett vinkler. Det kreves profesjonelle prosesser og verktøy for å oppnå presis prosessering for å sikre kvaliteten på påfølgende sveising eller montering.
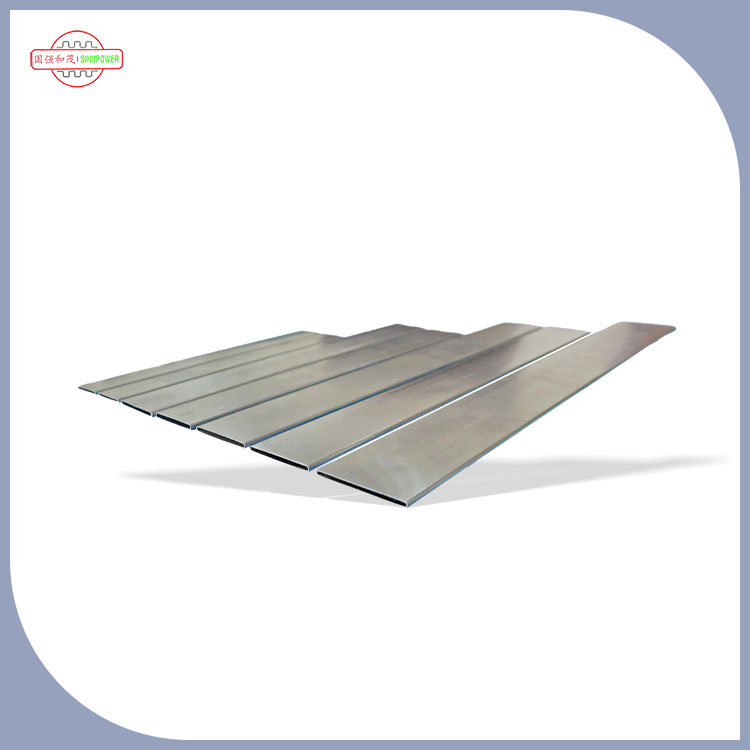
Vanskeligheten med å skjære er konsentrert om tverrsnittsegenskapene. Den asymmetriske strukturen til flate ovale rør gjør det vanskelig å sikre riktig vinkelnøyaktighet av den tradisjonelle metoden i én størrelse. Hvis skjærevinkelavviket er større enn 1 °, vil rumpeleddgapet overstige 0,5 mm, noe som påvirker sveisestyrken. I tillegg, når rørveggtykkelsen (vanligvis 2-5 mm) er ujevn, er lokal overoppheting og deformasjon utsatt for å oppstå. Spesielt i behandlingen av materialer i rustfritt stål, vil høy temperatur føre til at oksydskalaen dannes, noe som øker den påfølgende slipekostnaden.
Valg av verktøy må samsvare med materialet og spesifikasjonene. For flate ovale rør med lite karbon, anbefales plasmakutting (strøm 80-120A), med en skjærehastighet på 10-15mm/s, og vertikalitetsfeilen til seksjonen kan kontrolleres innen 0,3 mm/m; For materialer i rustfritt stål er laserskjæring (Power 500-1000W) foretrukket, noe som realiserer kontaktløs prosessering gjennom høyenergiske lysstråler overført med optisk fiber, med en varmepåvirket sone på <0,1 mm for å unngå intergranulær korrosjon. Tynnveggede rør (tykkelse <3mm) kan bruke CNC-trådskjæring med en nøyaktighet på ± 0,01 mm, som er egnet for presisjonskomponentbehandling.
Operasjonsprosessen fokuserer på posisjonering og parameterinnstilling. Før kutting må rørbeslagene fikses av inventar for å sikre at skjærelinjen er vinkelrett på aksen (avvik ≤0,5 °), og fastkraften til armaturen styres ved 5-10MPa for å forhindre deformasjon; Under plasmakutting holdes dysen 3-5 mm borte fra rørveggen, og gasstrykket (luft eller nitrogen) er satt til 0,6-0,8MPa for å unngå bue-divergens; Laserskjæring må justere fokusposisjonen i henhold til veggtykkelsen, og fokuset på tykke veggede rør justeres ned til 1/3 av rørveggen for å forbedre skjæreinntrengningen.
Etterfølgende prosessering påvirker den endelige kvaliteten. Etter skjæring er det påkrevd en vinkelkvern (med et 120-kors slipehjul) for å fjerne Burrs for å gjøre tverrsnitts ruhet RA≤12,5μm; Rustfrie stålrør må passiveres (nedsenket i salpetersyreoppløsning i 10-15 minutter) for å forhindre rust på kuttet. For scener med høye presisjonskrav (for eksempel Automobile Exos Pipe-montering), må rett vinkelavvik oppdages av et tre-koordinat måleinstrument for å sikre at det oppfyller toleransestandarden på ± 0,1 °.
Kutte rett vinkler på flat oval rørKrever vurdering av både utstyrsytelse og prosessdetaljer. Gjennom presis posisjonering, parameteroptimalisering og påfølgende prosessering, kan et jevnt tverrsnitt og presis vinkelbehandlingseffekt oppnås, noe som gir en grunnleggende garanti for tetning og strukturell styrke i rørledningstilkoblingen.