
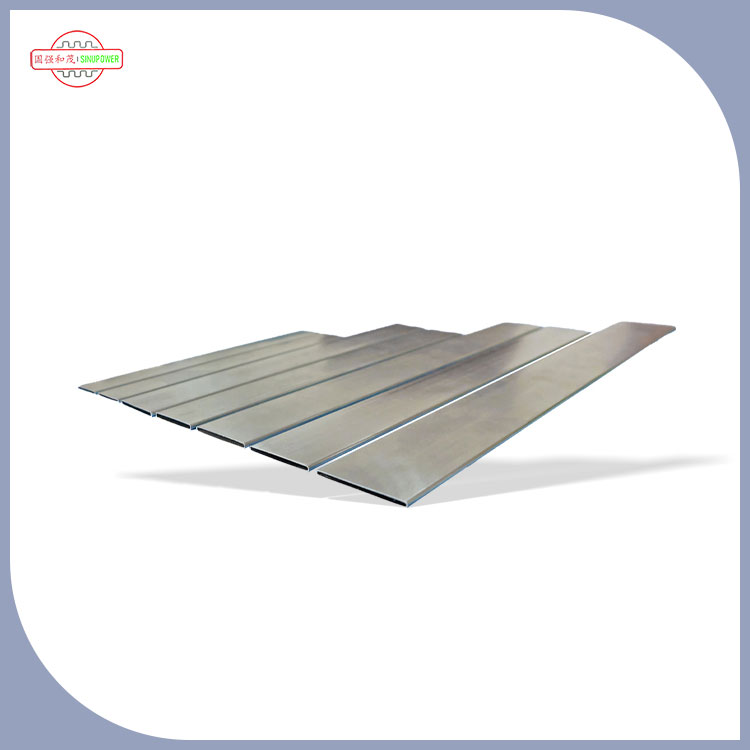
Sinupower utforsker hvordanRektangulære røroppføre seg under skjære-, bore- og sveiseprosesser i moderne produksjonsmiljøer, der geometri og materialrespons direkte påvirker presisjon og strukturell pålitelighet i nedstrømsapplikasjoner.
I fabrikasjonsverksteder blir rektangulære hule profiler ofte behandlet som enkle konstruksjonselementer, men virkeligheten er mer nyansert. Deres flate overflater, skarpe hjørner og variabel veggtykkelse introduserer unike utfordringer sammenlignet med sirkulære profiler. Hvert trinn – skjæring, boring og sveising – krever nøye kontroll av stress, varme og deformasjon for å opprettholde dimensjonsnøyaktighet og funksjonell stabilitet.
Rektangulære rør er mye brukt i systemer der plasseffektivitet og lastfordeling betyr noe. Imidlertid skaper geometrien deres ujevne spenningskonsentrasjonspunkter, spesielt i hjørner.
I motsetning til runde rør, hvor kreftene fordeler seg jevnt langs krumningen, konsentrerer rektangulære profiler spenning langs kantene. Denne egenskapen blir spesielt viktig under fabrikasjonsprosesser, der mekanisk kraft og termisk tilførsel kan endre strukturell integritet hvis den ikke kontrolleres riktig.
Den rektangulære formen introduserer tre viktige ingeniøreffekter:
- Hjørnespenningsforsterkning
- Ujevn varmefordeling under sveising
- Retningsavhengig stivhet
Disse effektene påvirker hvordan hvert fabrikasjonstrinn planlegges og utføres.
Kutting er det første trinnet der rektangulære rør begynner å vise geometriavhengig oppførsel. Enten du bruker mekaniske sager, slipesystemer eller termiske kuttemetoder, reagerer materialet forskjellig langs flate overflater kontra hjørner.
Ved mekanisk skjæring:
- Flate overflater gir stabil bladkontakt
- Hjørner har en tendens til å generere vibrasjonstopper
- Graddannelse er mer sannsynlig ved kantutganger
Stivheten til rektangulære seksjoner betyr at skjærekreftene ikke absorberes jevnt, noe som krever kontrollerte matehastigheter for å unngå forvrengning.
Når termiske metoder brukes, introduserer lokal oppvarming ekspansjonsforskjeller over rørveggen. Fordi rektangulær geometri har flere termiske veier, spres varmen ujevnt, noe som noen ganger forårsaker litt vridning hvis kjølingen ikke er balansert.
Boring introduserer en av de mest interessante interaksjonene mellom verktøykraft og materialgeometri. De flate ansiktene tilRektangulære rørtillate stabil verktøyinnføring, men indre spenningsfordeling endres når boret trenger inn.
Under boring:
- Den første kontakten er stabil på grunn av flat overflate
- Midt-penetrering skaper sponakkumuleringssoner
- Utgangsfase genererer ofte deformasjonsrisiko
Utgangssiden er spesielt følsom fordi materialstøtten er redusert, noe som fører til potensiell graddannelse eller lett ovalisering av hull.
Etter hvert som boret går videre, omfordeles spenningen langs rørveggene. Hjørner kan enten absorbere eller reflektere spenning avhengig av tykkelse og materialsammensetning. Dette gjør borekonsistensen avhengig av både matekontroll og kjølestrategi.
Sveising er der rektangulære rør viser sin mest komplekse fysiske respons. Kombinasjonen av varmetilførsel og geometrisk begrensning fører til lokal utvidelse, sammentrekning og gjenværende spenningsdannelse.
I motsetning til sirkulære seksjoner som tillater jevnere varmespredning, konsentrerer rektangulære profiler termisk energi langs sveisesømmer og hjørner. Dette skaper:
- Ujevn kjølehastighet
- Lokalisert forvrengning nær ledd
- Restspenningsakkumulering langs kanter
Når det sveisede området avkjøles, trekker sammentrekningskreftene ujevnt over flate paneler. Dette kan føre til lett bøying eller vinkelforvrengning hvis det ikke balanseres gjennom kontrollert sekvensering.
| Prosessstadium | Hovedutfordring | Rektangulær røroppførsel | Kontroller fokus |
| Kutting | Kantvibrasjon | Stresskonsentrasjon i hjørnene | Fôrstabilitet |
| Boring | Utgangsdeformasjon | Ujevn stressfrigjøring | Støtte og kjøling |
| Sveising | Termisk forvrengning | Hjørnevarmeakkumulering | Varmebalanse |
| Etterbehandling | Dimensjonskorrigering | Gjenværende stressavslapning | Innrettingskontroll |
Denne sammenligningen fremhever hvordan hvert trinn introduserer forskjellige mekaniske og termiske responser som må administreres uavhengig.
Oppførselen til rektangulære rør er ikke bare geometriavhengig, men også materialavhengig. Aluminium, kobberlegeringer og stålbaserte strukturer reagerer hver forskjellig på mekaniske og termiske input.
Aluminiumsbaserte profiler:
- Høy varmeledningsevne
- Raskere varmeavledning under sveising
- Mer utsatt for lokal deformasjon ved overoppheting
Stålbaserte profiler:
- Høyere strukturell stivhet
- Langsommere varmespredning
- Bedre motstand mot boring-indusert deformasjon
Materialvalg påvirker hvor aggressivt hvert fabrikasjonstrinn kan utføres uten at det går på bekostning av strukturell stabilitet.
Overflatekvalitet etter kutting er en kritisk indikator for fabrikasjonskontroll. Rektangulær geometri introduserer unik overflateoppførsel:
- Flate ansikter opprettholder jevnere kuttlinjer
– Hjørner viser ofte mikrochips
- Graddannelse har en tendens til å konsentrere seg ved utgangskantene
Å opprettholde konsistent kantkvalitet krever balansering av verktøyskarphet, matehastighet og vibrasjonskontroll.
I høypresisjonsapplikasjoner brukes ofte sekundær etterbehandling for å stabilisere kantgeometrien før påfølgende fabrikasjonsstadier.
En av hovedutfordringene ved produksjon av rektangulære rør er å opprettholde hulljustering over flate overflater.
Faktorer som påvirker nøyaktigheten:
- Variasjon i rørveggtykkelse
- Verktøyavbøyning under belastning
- Varmeoppbygging under kontinuerlig boring
Feiljustering er mer sannsynlig når flere hull bores i rekkefølge uten å tillate termisk gjenvinning av materialet.
Sveisestrategi spiller en avgjørende rolle for å minimere forvrengning. Fordi rektangulær geometri begrenser naturlige ekspansjonsveier, må varme distribueres i kontrollerte sekvenser.
Vanlige stabiliseringsmetoder:
- Vekslende sveiseretninger
- Korte segmenterte sveisepass
- Kontrollerte kjøleintervaller
Disse metodene reduserer akkumulering av gjenværende spenning langs lange kanter.
Under fabrikasjon kan rektangulære rør oppleve tre hovedforvrengningstyper:
- Vinkeldeformasjon i hjørner
- Bøyning av flat overflate på grunn av termisk sammentrekning
- Torsjonsvri fra ujevn sveisesekvens
Hver type er knyttet til et annet fabrikasjonsstadium og krever målrettede korreksjonsmetoder.
En sentral innsikt i moderne prosessering er at skjæring, boring og sveising ikke er uavhengige trinn. Hvert stadium påvirker det neste.
For eksempel:
- Kutting-indusert mikrostress kan forsterke boreavvik
- Oppbygging av borevarme kan påvirke sveisestabiliteten
- Sveiseforvrengning kan endre den endelige dimensjonsnøyaktigheten
Denne sammenkoblede atferden gjør prosessplanlegging viktig i stedet for valgfri.
Fra et teknisk synspunkt oppfører rektangulære rør seg som begrensede energisystemer under fabrikasjon. Mekanisk kraft, termisk inngang og strukturell geometri samhandler kontinuerlig.
I stedet for å behandle hver prosess isolert, fokuserer moderne fremstillingsmetoder på:
- Spenningskartlegging på tvers av rørstrukturen
- Forutsigelse av varmestrøm under sveising
- Vibrasjonskontroll under skjæring og boring
Denne integrerte visningen bidrar til å redusere kumulativ deformasjon på tvers av stadier.
Rektangulære profiler brukes ofte i systemer som krever kompakt strukturell støtte og retningsbestemt lastfordeling, for eksempel:
- Varmevekslerenheter
- Strukturelle rammesystemer
- Lukkede væskekanaler
- Modulære mekaniske støtter
I disse miljøene påvirker fabrikasjonspresisjon direkte systemstabilitet og langsiktig ytelse.
Oppførselen til rektangulære rør under skjæring, boring og sveising styres av samspillet mellom geometri, materialegenskaper og prosessenergi. Hvert trinn introduserer distinkte mekaniske og termiske utfordringer som må håndteres for å opprettholde strukturell integritet og dimensjonskonsistens.
Innenfor denne rammen,Sinupower varmeoverføringsrør Changshu Ltd.fortsetter å undersøke fabrikasjonsdynamikk avRektangulære rørsom en del av bredere forskning på presisjonsrørbehandling og utvikling av varmeoverføringskomponenter.